JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Fabricantes de Máquinas de Nivelamento Hidráulico de Precisão
-


Máquina de nivelamento servo hidráulico de precisão de placa fina série 30
-

Máquina niveladora de precisão hidráulica para serviços pesados série 40
-
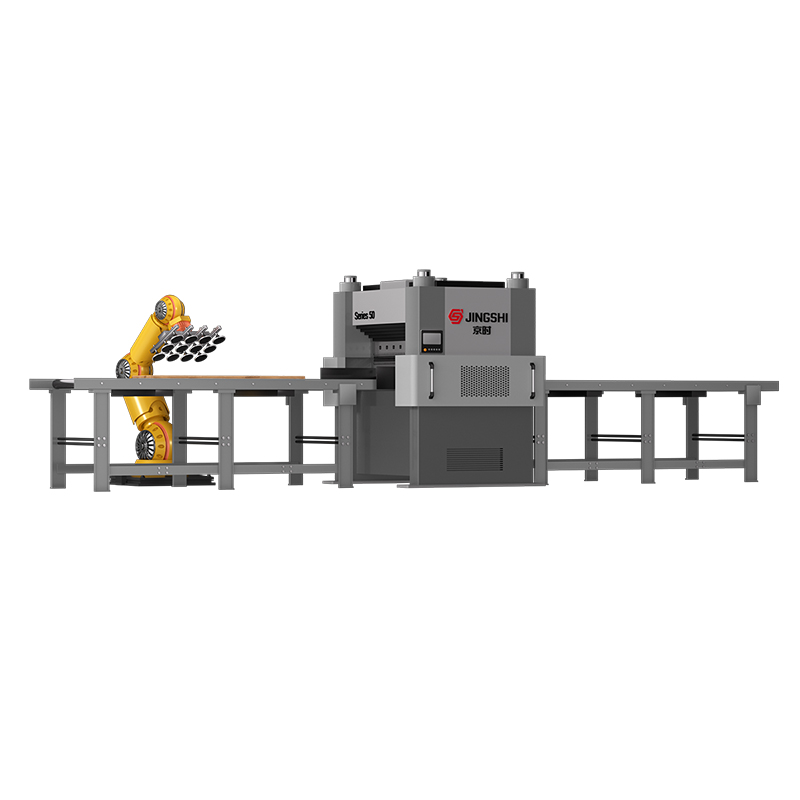
Máquina niveladora de precisão inteligente hidráulica de quatro colunas série 50
-

Máquina de nivelamento hidráulico de alta eficiência de placa espessa série 60
-

Máquina de nivelamento hidráulico de ultraprecisão de placa resistente série 80
-

Máquina niveladora de precisão hidráulica para peças grandes série 100
-

Manipulador Assistido Fixo
-

Manipulador móvel assistido por energia
-

Manipulador assistido suspenso
-

Guindaste móvel de braço dobrável
-

Guindaste de braço dobrável fixo
-

Guindaste de lança fixa
Sobre nós
Suzhou JingShi Intelligent Equipment Co., Ltd.
Fundada em 2016 e sediada em Suzhou, China, a Suzhou JingShi Intelligent Equipment Co., Ltd. é uma empresa integrada de alta tecnologia que combina pesquisa, fabricação e comércio. Somos especializados em máquinas de nivelamento hidráulico de precisão e sistemas de linha de produção inteligentes, Nivelador de Rolo Personalizado, comprometidos em fornecer soluções de acabamento de chapa metálica de alta precisão, alta eficiência e alta estabilidade para fabricantes globais.
Como Fornecedores de Niveladores de Rolo Hidráulicos e Empresa de Máquinas de Nivelamento Hidráulico de Precisão na China, nossos equipamentos são amplamente utilizados em peças automotivas, chapa metálica de precisão, componentes de elevadores, maquinário agrícola, lâminas de serra, estampagem de precisão, fabricação de perfis e aplicações elétricas. Através de inovação contínua e excelência técnica, a JingShi tornou-se um parceiro confiável para fabricantes em todo o mundo.
Como Fornecedores de Niveladores de Rolo Hidráulicos e Empresa de Máquinas de Nivelamento Hidráulico de Precisão na China, nossos equipamentos são amplamente utilizados em peças automotivas, chapa metálica de precisão, componentes de elevadores, maquinário agrícola, lâminas de serra, estampagem de precisão, fabricação de perfis e aplicações elétricas. Através de inovação contínua e excelência técnica, a JingShi tornou-se um parceiro confiável para fabricantes em todo o mundo.
Feedback de Mensagem
Certificado de Honra




Mantenha-se Conectado, Insights & Inovação da JingShi
-

 Notícias da indústria
Notícias da indústria
 2026.07.08
1. Introdução aos dispositivos de elevação de painéis Todos os anos, os fabricantes perdem milhares de horas devido ao manuseio lento e manual do painel. Um únic...
2026.07.08
1. Introdução aos dispositivos de elevação de painéis Todos os anos, os fabricantes perdem milhares de horas devido ao manuseio lento e manual do painel. Um únic... -
Notícias da indústria
2026.06.05
Métodos de nivelamento de chapa metálica: uma comparação quantificada de 5 técnicas para fabricantesPor que o nivelamento de chapas metálicas é importante: o custo oculto das peças não planas Uma folha de aço de calibre 14 de 4 × 8 pés sai do cortador a laser com uma ...
-
Notícias da indústria
2026.05.11
O que torna um nivelador de placas “preciso”? Um nivelador de rolo padrão endireita o metal passando-o por um conjunto de rolos deslocados - eficaz para planicidade ger...
-
Notícias da indústria
2026.05.07
Cole uma ventosa em uma janela de vidro e ela dura meses. Pressione o mesmo copo contra uma tábua de madeira crua e ele deslizará em segundos. A diferença não é o copo – é a ...
Conhecimento do Setor
Como os compradores em massa devem especificar “nivelamento” sem criar disputas
Na aquisição de nivelamento, “plano” só é acionável quando é mensurável em um comprimento de referência e método de medição definidos. Um abordagem mais segura para a compra é agrupar três itens: comprimento de referência, ferramenta de medição e amostragem de aceitação (por folha, por bobina, por lote).
Linguagem de especificação prática que fecha lacunas
- Definir comprimento de referência (por exemplo, 1.000 milímetros ao longo da direção de alimentação) e zona de largura de referência (bordas centrais).
- Indique o método de medição: medidor de lâmina, indicador de mesa de granito ou sistema óptico de planicidade.
- Separar “forma” de “tensão”: requer planicidade geométrica e um substituto relacionado à tensão (por exemplo, comportamento estável após corte a laser).
- Adicione uma cláusula de aquecimento: a aceitação começa depois que a máquina atinge a temperatura constante ( quadro de óleo estabilizado ).
Se você comprar peças para estampagem ou laser, certifique-se de que o nivelamento seja especificado na mesma orientação em que seu processo posterior “vê” a folha; caso contrário, você poderá passar na inspeção e ainda assim falhar na produção.
Diâmetro do rolo, passo e contagem de rolos: a lógica de seleção que a maioria das solicitações de cotação perde
A Nivelador de rolo hidráulico é fundamentalmente um sistema controlado de dobra repetida. O diâmetro e o passo do rolo determinam a curvatura alcançável e a profundidade com que a deformação plástica penetra na espessura. Para compradores a granel, o risco não é a capacidade de compra insuficiente, mas a geometria incompatível com sua combinação de espessura e resistência ao rendimento.
| Padrão de material/espessura | Geometria de rolo preferida | Por que funciona | Risco típico se incompatível |
|---|---|---|---|
| Mistura de tiras finas e de alta resistência | Diâmetro menor arremesso mais apertado mais rola | Aumenta a frequência de flexão; reduz a “memória” | A onda de borda persiste; springback retorna após o corte |
| Prato médio com ondulação/besta | Passo moderado de diâmetro balanceado | Bom compromisso de penetração e segurança de superfície | O excesso de trabalho cria marcas de rolo ou perda de espessura |
| Chapa grossa/peças grandes | Diâmetro maior maior rigidez do quadro | Transporta carga sem dominar a deflexão da estrutura | A capacidade parece boa no papel, a precisão falha sob carga |
Quando construímos uma solução de nivelador de rolo personalizado, sempre solicitamos sua distribuição de espessura (não apenas o máximo) porque a “mistura diária” é o que determina se uma máquina niveladora de precisão hidráulica parece estável na produção real.
Detalhes de controle hidráulico que realmente impactam a precisão (além de “hidráulico versus mecânico”)
Duas máquinas podem ser “hidráulicas”, mas comportar-se de maneira muito diferente sob variação bobina a bobina. O que importa para a precisão é a qualidade do controle de força/posição, a compensação de rigidez e como o sistema reage aos desvios do material recebido.
Perguntas RFQ que revelam a capacidade real
- A folga dos roletes é controlada pelo feedback de posição (escala linear/LVDT) ou inferida pela pressão hidráulica?
- O sistema suporta controle de força em circuito fechado (células de carga) para penetração consistente em oscilações de limite de rendimento?
- Como a deflexão do quadro é compensada em alta carga (compensação algorítmica versus “definir e esperar”)?
- Qual é a repetibilidade de uma receita armazenada sob variação de temperatura (mudanças na viscosidade do óleo)?
Para produção em massa, o melhor KPI não é uma folha de demonstração única – é repetibilidade da receita em várias bobinas com variação realista de formato de entrada.
Nivelamento multizona para Edge Wave e Crossbow: o que pedir antecipadamente
Onda de borda e besta são frequentemente problemas de “distribuição em largura”: as bordas e o centro carregam diferentes históricos de tensão residual. Uma única configuração de folga uniforme pode achatar o centro e deixar a instabilidade da borda, especialmente em faixas largas e classes de alta resistência.
Opções construtivas do lado do comprador
- Ajuste independente esquerda-direita (ou cilindros segmentados) para corrigir ondas assimétricas nas bordas.
- Maior rigidez do chassi e viga superior guiada para manter a folga uniforme em alta tonelagem.
- Tabelas de compensação baseadas em largura (receitas que variam de acordo com a largura, não apenas com a espessura).
Se a sua aplicação incluir espaços vazios largos para painéis de elevadores ou peças automotivas, especificar antecipadamente a capacidade multizona geralmente é mais barato do que fazer o retrofit após o primeiro ano de perda de rendimento.
Proteção de superfície: evita marcas de rolos e ao mesmo tempo remove o estresse
Para chapas metálicas de precisão e aplicações elétricas, o risco comercial é muitas vezes cosmético. O paradoxo é que um melhor desestressamento requer penetração suficiente para “trabalhar” as fibras – ainda que uma pressão localizada excessiva possa imprimir a superfície.
Controles e recursos de hardware que reduzem a marcação
- Especifique as metas de acabamento superficial do rolo (por exemplo, Ra ≤ 0,8 μm ) e dureza consistente dos rolos em todo o conjunto.
- Use suporte de entrada/saída apropriado e alinhamento correto da linha de passagem para evitar “carga no nariz” localizada.
- Exige um método de limpeza fácil (escova com design seguro para solventes) para materiais oleosos ou incrustados.
- Solicite janelas de processo: o fornecedor deve fornecer uma faixa de penetração recomendada por família de material.
Em nossas entregas, preferimos validar o risco de superfície usando suas condições reais de produção (óleo, filme, incrustações), porque uma planilha de laboratório perfeita raramente representa a realidade da produção em massa.
Compatibilidade da linha alimentada por bobina: detalhes de integração do nivelador que impulsionam o OEE
Para compradores que investem em sistemas de linha de produção inteligentes, os detalhes de integração determinam se o nivelador é um facilitador de rendimento ou um gargalo. As perdas ocultas mais comuns vêm da incompatibilidade da linha de passagem, da estratégia de controle de loop e do comportamento de mudança.
Lista de verificação de integração para linhas de bobina para prensa ou bobina para laser
- Definição da altura da linha de passagem e faixa de ajuste (alinhamento do desbobinador, alimentador e equipamento a jusante).
- Estratégia de sincronização de velocidade e gerenciamento de tensão (especialmente para tiras finas e alimentação em alta velocidade).
- Gerenciamento de receitas: configurações salvas vinculadas à espessura, classe, largura e planicidade desejada.
- Intertravamentos e circuitos de segurança (propagação de parada de emergência, proteção, proteção de pontos de esmagamento).
Se sua operação executa vários SKUs por turno, exija comprovante de mudança repetível -não apenas velocidade máxima de nivelamento.
Economia da transição: de onde realmente vem o “ajuste rápido”
Os compradores em massa geralmente acompanham o custo por peça, mas o nivelamento do desempenho afeta o custo por troca. O tempo que você perde normalmente não é passar a folha, mas sim limpar, reenfiar e encontrar a janela estável novamente.
Alavancas do lado do comprador para reduzir o tempo de inatividade
- Configuração baseada em receita com “guarda-corpos” (limites para evitar que os operadores penetrem demais e criem marcas).
- Pontos de inspeção e limpeza de rolos acessíveis sem desmontar a proteção.
- Guias de liberação rápida e caminho de rosqueamento padronizado para reduzir a variação do operador.
Na produção de alta mistura, um Máquina de nivelamento hidráulico de precisão que salva mesmo 5–10 minutos por mudança pode compensar pequenas diferenças na capacidade teórica de nivelamento.
Confiabilidade do sistema hidráulico: limpeza e temperatura do óleo são os itens de especificação silenciosos
Muitas reclamações de “precisão” são, na verdade, problemas de estabilidade hidráulica: o óleo contaminado aumenta o travamento da válvula e o desvio de temperatura altera a viscosidade, o que altera a resposta. Os grandes compradores devem tratar a hidráulica como um sistema de processo, não apenas como uma fonte de energia.
Especificações de manutenção que valem a pena incluir em seu plano de serviço
- Meta de filtragem e monitoramento: especifique uma meta de limpeza do óleo (geralmente em torno ISO 4406 18/16/13 ou melhor, dependendo da classe da válvula).
- Controle de temperatura: garantir que a capacidade do trocador de calor corresponda ao ciclo de trabalho; rastreie a temperatura do óleo em alarmes HMI.
- Plano de ciclo de vida de vedações e mangueiras para plantas de operação contínua (o estoque de peças sobressalentes essenciais evita paradas de vários dias).
Se você estiver comprando em grande escala, recomendamos orçar uma rotina pequena e planejada de “saúde hidráulica”; ele protege a precisão e o tempo de atividade com custo mínimo.
Teste de aceitação FAT/SAT: como validar o desempenho com seu próprio material
Os testes de aceitação de fábrica (FAT) e os testes de aceitação no local (SAT) são bem-sucedidos quando o material de teste representa sua verdadeira condição de entrada: faixa de limite de escoamento, distribuição de espessura e defeitos de formato a montante. Para compradores em grande quantidade, a aceitação deve provar estabilidade em todas as variações, e não perfeição em um cupom.
Um plano de teste de alto sinal
- Teste pelo menos três bobinas/folhas que abranjam sua faixa real de espessura e resistência (inclua uma bobina de “mau ator”).
- Meça o nivelamento antes e depois, e também depois de uma etapa posterior (padrão de corte a laser ou teste de estampagem) para verificar o comportamento de liberação de tensão.
- Verifique a recuperação da receita: salve as configurações, desligue e ligue e depois reproduza os resultados dentro de uma faixa de tolerância definida.
Um critério de aceitação favorável ao comprador é: planicidade estável mais comportamento estável a jusante, com repetibilidade como a métrica decisiva.
Dados, rastreabilidade e prontidão para “linha inteligente”: o que capturar desde o primeiro dia
À medida que o nivelamento se torna uma porta de qualidade crítica, os compradores a granel precisam cada vez mais de rastreabilidade: qual receita, qual ação do operador, qual bobina e como eram as forças de nivelamento. É assim que você correlaciona as configurações de nivelamento com sucata, retrabalho e devoluções de clientes.
Conjunto de dados mínimo que permite melhoria contínua
- Revisão do ID da receita, espessura/largura/classe, velocidade da linha e principais pontos de ajuste de folga/força do rolo.
- Histórico de alarmes com carimbos de data e hora (temperatura hidráulica, anomalias de pressão, falhas de sensores).
- Drivers OEE: tempo de atividade, tempo de troca, rendimento na primeira passagem para critérios de planicidade/estresse.
Quando sua estação de nivelamento é integrada a uma linha de produção, a captura dos sinais corretos transforma um nivelador hidráulico de rolos de uma “caixa preta” em um processo de qualidade controlável.
Fale Conosco
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 por Suzhou JingShi Intelligent Equipment Co., Ltd. Todos os Direitos Reservados. Fornecedores de Niveladores de Rolo Personalizados
