JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Fabricantes de Pórticos Giratórios


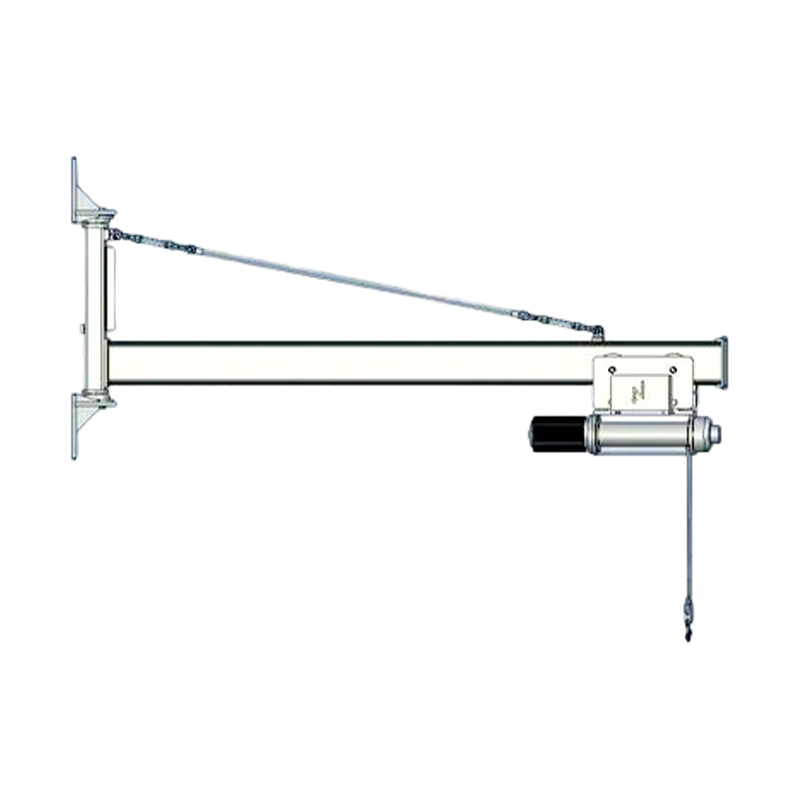
O guindaste de lança é um dispositivo de manuseio de materiais que integra uma estrutura cantilever e tecnologia servo inteligente, usando liga de alumínio de alta resistência e aço reforçado como materiais estruturais principais. É usado principalmente para levantar e manusear com precisão objetos pesados em oficinas, armazéns e outros ambientes semelhantes.
Apoiadas por uma coluna, suas lanças principal e auxiliar podem girar com flexibilidade. Equipado com uma talha elétrica inteligente e vários acessórios de elevação, ele consegue uma operação de acompanhamento de carga detectando sinais de força da alça. O equipamento apresenta regulação de velocidade contínua, posicionamento em nível milimétrico e equilíbrio da suspensão. É fácil de operar e oferece proteção de segurança abrangente, cobrindo requisitos de carga comuns de 80 a 600 kg. É amplamente aplicável à montagem automotiva, usinagem, troca de moldes e outras operações, melhorando significativamente a eficiência e reduzindo a intensidade do trabalho.
Sobre nós
Suzhou JingShi Intelligent Equipment Co., Ltd.
Fundada em 2016 e sediada em Suzhou, China, a Suzhou JingShi Intelligent Equipment Co., Ltd. é uma empresa integrada de alta tecnologia que combina pesquisa, fabricação e comércio. Somos especializados em máquinas de nivelamento hidráulico de precisão e sistemas de linha de produção inteligentes, Pórtico Giratório Industrial Personalizado, comprometidos em fornecer soluções de acabamento de chapa metálica de alta precisão, alta eficiência e alta estabilidade para fabricantes globais.
Como Fabricantes de Pórticos Giratórios Industriais e Fornecedores de Pórticos Giratórios Elétricos na China, nossos equipamentos são amplamente utilizados em peças automotivas, chapa metálica de precisão, componentes de elevadores, maquinário agrícola, lâminas de serra, estampagem de precisão, fabricação de perfis e aplicações elétricas. Através de inovação contínua e excelência técnica, a JingShi tornou-se um parceiro confiável para fabricantes em todo o mundo.
Como Fabricantes de Pórticos Giratórios Industriais e Fornecedores de Pórticos Giratórios Elétricos na China, nossos equipamentos são amplamente utilizados em peças automotivas, chapa metálica de precisão, componentes de elevadores, maquinário agrícola, lâminas de serra, estampagem de precisão, fabricação de perfis e aplicações elétricas. Através de inovação contínua e excelência técnica, a JingShi tornou-se um parceiro confiável para fabricantes em todo o mundo.
Feedback de Mensagem
Certificado de Honra




Mantenha-se Conectado, Insights & Inovação da JingShi
-

 Notícias da indústria
Notícias da indústria
 2026.07.08
1. Introdução aos dispositivos de elevação de painéis Todos os anos, os fabricantes perdem milhares de horas devido ao manuseio lento e manual do painel. Um únic...
2026.07.08
1. Introdução aos dispositivos de elevação de painéis Todos os anos, os fabricantes perdem milhares de horas devido ao manuseio lento e manual do painel. Um únic... -
Notícias da indústria
2026.06.05
Métodos de nivelamento de chapa metálica: uma comparação quantificada de 5 técnicas para fabricantesPor que o nivelamento de chapas metálicas é importante: o custo oculto das peças não planas Uma folha de aço de calibre 14 de 4 × 8 pés sai do cortador a laser com uma ...
-
Notícias da indústria
2026.05.11
O que torna um nivelador de placas “preciso”? Um nivelador de rolo padrão endireita o metal passando-o por um conjunto de rolos deslocados - eficaz para planicidade ger...
-
Notícias da indústria
2026.05.07
Cole uma ventosa em uma janela de vidro e ela dura meses. Pressione o mesmo copo contra uma tábua de madeira crua e ele deslizará em segundos. A diferença não é o copo – é a ...
Conhecimento do Setor
Seleção de capacidade além da “carga nominal”
Os compradores normalmente começam com o peso da peça, mas o dimensionamento no mundo real deve ser orientado pela “massa do sistema” de levantamento total: a garra de amarração de carga e qualquer ferramenta de deslocamento. Uma regra prática é manter o peso de trabalho em estado estacionário em 70–80% da capacidade nominal para preservar a resposta suave do servo, o posicionamento e a confiabilidade a longo prazo - especialmente quando os operadores fazem microajustes frequentes.
Quando aumentar o tamanho
- Alta frequência de seleção (ciclo curto, acelerações repetidas) onde a carga dinâmica pode exceder o peso estático.
- Manuseio de longo alcance que aumenta o momento na lança e na interface de ancoragem.
- Pega descentralizada (carga excêntrica) que exige maior margem de estabilidade para ajustes milimétricos.
Para requisitos comuns de oficina, sistemas que cobrem 80–600kg permitem que você padronize entre células enquanto reserva espaço para iteração de ferramentas e expansão futura de SKU.
Alcance, momento e rotação: o que impulsiona a margem estrutural
Os guindastes cantilever são governados pelo momento (carga × distância horizontal). Dois guindastes com a mesma carga nominal podem se comportar de maneira muito diferente se um deles for usado rotineiramente com alcance máximo. Para compras em massa, defina o “ponto crítico de seleção” (elevação mais distante e mais pesada) e garanta que a margem do projeto cubra esse envelope operacional em vez da elevação média.
Orientação prática de layout
- Posicione a coluna para minimizar escolhas rotineiras de alcance máximo; pequenas mudanças no local de montagem podem reduzir drasticamente o momento.
- Defina antecipadamente os requisitos de rotação (por exemplo, varredura parcial versus varredura completa) para evitar interferência com transportadores, portas de máquinas e cercas de segurança.
- Se várias estações compartilharem um guindaste, valide a liberação de corredores e as “posições de estacionamento” para evitar congestionamento no fluxo de trabalho.
Em nossas análises de projetos na fábrica, o ROI mais rápido geralmente vem da otimização primeiro do alcance e da rotação, antes de atualizar para maior capacidade.
Interfaces de piso, parede e placa de base: evitando riscos ocultos de instalação
Para guindastes industriais , a qualidade da instalação é um determinante importante do desempenho a longo prazo. O projeto da âncora, a resistência do concreto, a espessura da laje e o layout das armaduras afetam diretamente a deflexão, a vibração e a vida em fadiga. Se você estiver adquirindo em volume, padronize a interface civil (área da placa de base, padrão de ancoragem, profundidade de incorporação) para que cada local possa executar uma instalação consistente.
| Tipo de montagem | Melhor ajuste | Principais itens de verificação | Armadilha comum |
|---|---|---|---|
| Coluna montada no chão | Oficinas gerais, layouts de células flexíveis | Espessura/resistência do concreto, extração da âncora, planaridade da argamassa | Subestimando o reforço da laje perto das juntas |
| Jib montado na parede | Espaço apertado, estações fixas | Capacidade estrutural da parede/coluna, rigidez do suporte, transferência de vibração | Supondo que as paredes de alvenaria possam suportar cargas momentâneas |
| Fundação incorporada (nova construção) | Alta repetibilidade, áreas de trabalho intenso | Profundidade de incorporação, integração da gaiola de vergalhões, controle de alinhamento | Desalinhamento que posteriormente força calços e desvios |
Um padrão de interface disciplinado reduz o tempo de comissionamento, simplifica as peças sobressalentes e torna as implementações em várias fábricas muito mais previsíveis.
Parace-Following Handling: How to Specify the “Feel” of the Crane
O manuseio inteligente do servo é frequentemente julgado pelos operadores como “leve”, “estável” ou “inquieto”. Para as equipes de compras, converta esse feedback subjetivo em parâmetros mensuráveis: força inicial, rampa de aceleração, velocidade máxima e estabilidade de microposição. Quando estes são definidos, você pode replicar a mesma experiência de manuseio em vários locais e turnos.
Parâmetros operacionais que valem a pena bloquear
- Regulação de velocidade contínua ajustado para seu tempo de ciclo (viagem rápida) versus sua tolerância de montagem (abordagem lenta).
- “Modo de aproximação” para alinhamento de quase contato onde posicionamento em nível milimétrico é necessário.
- Resposta dependente da carga para que uma ferramenta de 100 kg não tenha a mesma sensação que uma ferramenta de 600 kg (reduz o excesso e a fadiga do operador).
Quando configuramos guindastes para montagem automotiva e células de troca de moldes, normalmente definimos perfis distintos para “transferência” e “alinhamento” para manter altos o rendimento e a precisão sem retreinar os operadores entre as estações.
Acessórios e garras: evitando rotação de carga e danos ao processo
Muitos problemas de manuseio atribuídos ao guindaste são, na verdade, causados pelo acessório de elevação. Os compradores em massa podem reduzir as taxas de incidentes padronizando famílias de acessórios e aplicando regras de seleção com base na geometria da peça, na sensibilidade da superfície e na estabilidade do centro de gravidade.
Heurísticas de seleção usadas em linhas de alto mix
- Use um espalhador ou uma alça de ponto duplo quando o centro de gravidade da peça mudar entre os SKUs (reduz a guinada e o “início do pêndulo”).
- Adicione recursos antirrotação para cargas longas e estreitas (perfis, componentes de elevadores, lâminas agrícolas) para proteger as etapas de alinhamento.
- Para finished sheet-metal surfaces, define contact materials and allowable pressure to avoid cosmetic defects and rework loops.
Se você deseja um processo consistente em todas as fábricas, especifique a interface do acessório (padrão de troca rápida, tamanho do pino, passagem elétrica/pneumática) como parte do pacote de compra do guindaste – esta é uma área onde podemos personalizar a solução sem aumentar a complexidade.
Deflexão, balanço e microposicionamento: gerenciando os últimos 50 mm
No suporte de montagem e usinagem, a parte mais difícil raramente é o levantamento; é o alinhamento final. O desempenho do microposicionamento depende da rigidez estrutural, do amortecimento e da estratégia de controle do operador. Quando o guindaste é usado para trocas de ferramentas de prensagem, trocas de moldes ou posicionamento preciso, seus critérios de aceitação devem incluir comportamento sob “pairar e assentar”, e não apenas levantamento máximo.
Técnicas que melhoram a precisão do posicionamento
- Defina um envelope de velocidade reduzida próximo à altura do alvo para evitar o ressalto de paradas abruptas.
- Use “pontos de pausa” (retenções breves) ao mover cargas pesadas em longo alcance para permitir que o balanço residual diminua.
- Alinhe a estação de trabalho para que a abordagem crítica fique ao longo do eixo mais estável (muitas vezes diretamente sob a lança, em vez de no alcance máximo).
Para buyers standardizing across multiple cells, stating a clear target like posicionamento repetível em nível milimétrico sob carga representativa é mais acionável do que requisitos genéricos de “alta precisão”.
Funções de segurança importantes no manuseio de alto rendimento
A segurança deve ser especificada como resultados funcionais e não apenas como uma lista de verificação. Em operações de alta frequência, as proteções mais valiosas são aquelas que evitam erros comuns do operador e reduzem a probabilidade de quase acidente durante tarefas repetitivas.
Proteções de alto impacto para especificar
- Proteção contra sobrecarga com feedback claro do operador (evita incidentes de “só mais uma elevação”).
- Limites de deslocamento superior/inferior e desaceleração controlada perto dos pontos finais (protege ferramentas e componentes de elevação).
- Acessibilidade para parada de emergência a partir da posição do operador durante o manuseio guiado (reduz o tempo de reação).
- Conceitos de redundância anti-queda/freio apropriados à sua avaliação de risco e ambiente de conformidade local.
Quando o guindaste suporta montagem automotiva, usinagem ou troca de moldes, os melhores investimentos em segurança são aqueles que mantêm a operação suave e previsível, sem desacelerar a linha.
Planejamento de manutenção para implantações em massa: padronize para reduzir o tempo de inatividade
Para multi-unit purchasing, your maintenance strategy should be designed at procurement time. Standardizing core components (wear parts, brake modules, control handles, sensors) reduces inventory burden and shortens mean-time-to-repair across plants.
Estrutura de manutenção recomendada
- Diariamente/turno: inspeção visual do gancho, pontos da eslinga e condição do cabo; verifique a resposta de frenagem suave.
- Mensalmente: verifique os fixadores, a suavidade da rotação, ruído anormal e qualquer desvio durante “pairar” sob carga.
- Trimestralmente/Semestralmente: verifique interruptores de limite, comportamento de sobrecarga e estabilidade da detecção de força na alavanca sob cargas representativas.
Geralmente aconselhamos os compradores em grande quantidade a agrupar um kit inicial de peças de reposição para cada 10 a 20 unidades e alinhar os intervalos de manutenção com seu ritmo TPM existente, para que o guindaste de lança industrial frota torna-se “invisível” para o planejamento da produção.
Testes de aceitação de aquisições que protegem seu investimento
Um plano de aceitação robusto reduz disputas e garante um desempenho consistente em todas as entregas. Além dos testes de carga nominal, defina testes operacionais que reflitam seu fluxo de trabalho real, especialmente se você estiver comprando para chapas metálicas de precisão, componentes de elevadores, estampagem ou operações de montagem elétrica.
| Categoria de teste | O que verificar | Por que isso importa |
|---|---|---|
| Sensação de manuseio | Partida/parada suave, sem oscilação, resposta previsível para lidar com a força | Reduz a fadiga do operador e o tempo de treinamento |
| Micro-posicionamento | Posicionamento em nível milimétrico perto do alvo sob carga representativa | Evita retrabalho, colisão de ferramentas e desvios de ciclo |
| Comportamento de segurança | Resposta a sobrecarga, ações de limite, acessibilidade para parada de emergência | Reduz a probabilidade de incidentes em trabalho repetitivo |
| Estabilidade estrutural | Comportamento de deflexão e assentamento em alcance e carga típicos | Protege processos de precisão e garante confiabilidade a longo prazo |
Para high-volume orders, we recommend documenting these tests as a shared factory-acceptance template so each shipment is consistent—this is one of the simplest ways to keep procurement, EHS, and production aligned.
Fale Conosco
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 por Suzhou JingShi Intelligent Equipment Co., Ltd. Todos os Direitos Reservados. Fábrica de Pórticos Giratórios Industriais
