JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Fabricantes de Máquinas de Nivelamento Hidráulico
-


Máquina de nivelamento servo hidráulico de precisão de placa fina série 30
-

Máquina niveladora de precisão hidráulica para serviços pesados série 40
-
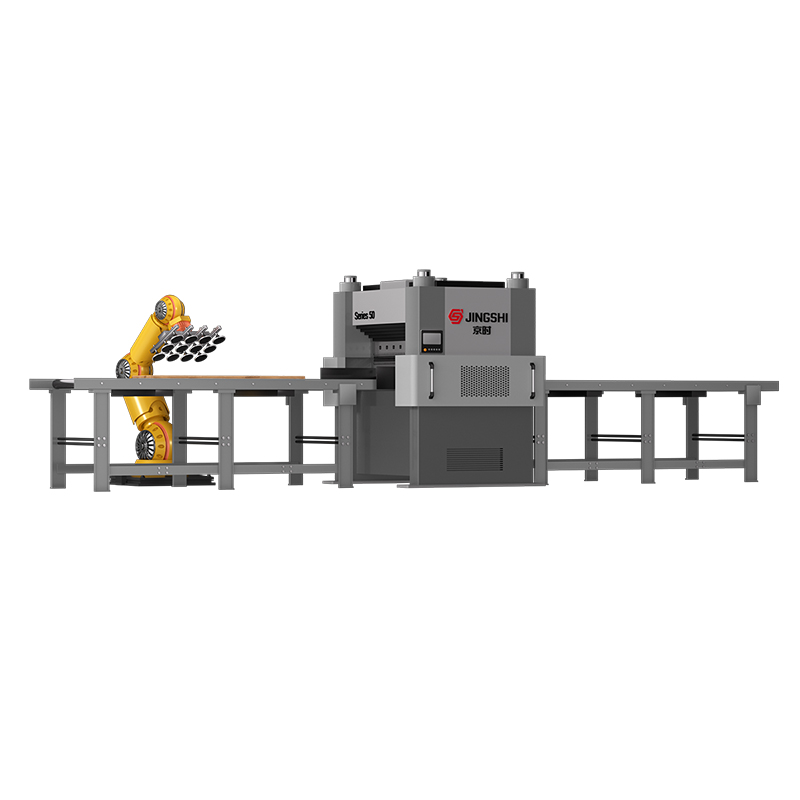
Máquina niveladora de precisão inteligente hidráulica de quatro colunas série 50
-

Máquina de nivelamento hidráulico de alta eficiência de placa espessa série 60
-

Máquina de nivelamento hidráulico de ultraprecisão de placa resistente série 80
-

Máquina niveladora de precisão hidráulica para peças grandes série 100
As máquinas de nivelamento hidráulico usam acionamento hidráulico como fonte de energia principal e são equipadas com vários conjuntos de rolos de nivelamento escalonados (incluindo rolos de trabalho, rolos intermediários e rolos de suporte). Ao controlar com precisão a força de prensagem e o número de ciclos de flexão, a chapa metálica sofre deformação "elástica-plástica" alternada, atingindo finalmente os requisitos de planicidade predefinidos. Este equipamento especializado pode processar diversos materiais metálicos (alumínio, cobre, aço, ligas de titânio, etc.) com espessuras que variam de 0,1mm (folha de cobre ultrafina) a 60mm (placas grossas de liga especial).
Sobre nós
Suzhou JingShi Intelligent Equipment Co., Ltd.
Fundada em 2016 e sediada em Suzhou, China, a Suzhou JingShi Intelligent Equipment Co., Ltd. é uma empresa integrada de alta tecnologia que combina pesquisa, fabricação e comércio. Somos especializados em máquinas de nivelamento hidráulico de precisão e sistemas de linha de produção inteligentes, Máquina Hidráulica de Nivelamento de Precisão Personalizada, comprometidos em fornecer soluções de acabamento de chapa metálica de alta precisão, alta eficiência e alta estabilidade para fabricantes globais.
Como Fabricantes de Máquinas de Nivelamento Hidráulico e Fornecedores de Máquinas de Nivelamento de Precisão na China, nossos equipamentos são amplamente utilizados em peças automotivas, chapa metálica de precisão, componentes de elevadores, maquinário agrícola, lâminas de serra, estampagem de precisão, fabricação de perfis e aplicações elétricas. Através de inovação contínua e excelência técnica, a JingShi tornou-se um parceiro confiável para fabricantes em todo o mundo.
Como Fabricantes de Máquinas de Nivelamento Hidráulico e Fornecedores de Máquinas de Nivelamento de Precisão na China, nossos equipamentos são amplamente utilizados em peças automotivas, chapa metálica de precisão, componentes de elevadores, maquinário agrícola, lâminas de serra, estampagem de precisão, fabricação de perfis e aplicações elétricas. Através de inovação contínua e excelência técnica, a JingShi tornou-se um parceiro confiável para fabricantes em todo o mundo.
Feedback de Mensagem
Certificado de Honra




Mantenha-se Conectado, Insights & Inovação da JingShi
-

 Notícias da indústria
Notícias da indústria
 2026.07.08
1. Introdução aos dispositivos de elevação de painéis Todos os anos, os fabricantes perdem milhares de horas devido ao manuseio lento e manual do painel. Um únic...
2026.07.08
1. Introdução aos dispositivos de elevação de painéis Todos os anos, os fabricantes perdem milhares de horas devido ao manuseio lento e manual do painel. Um únic... -
Notícias da indústria
2026.06.05
Métodos de nivelamento de chapa metálica: uma comparação quantificada de 5 técnicas para fabricantesPor que o nivelamento de chapas metálicas é importante: o custo oculto das peças não planas Uma folha de aço de calibre 14 de 4 × 8 pés sai do cortador a laser com uma ...
-
Notícias da indústria
2026.05.11
O que torna um nivelador de placas “preciso”? Um nivelador de rolo padrão endireita o metal passando-o por um conjunto de rolos deslocados - eficaz para planicidade ger...
-
Notícias da indústria
2026.05.07
Cole uma ventosa em uma janela de vidro e ela dura meses. Pressione o mesmo copo contra uma tábua de madeira crua e ele deslizará em segundos. A diferença não é o copo – é a ...
Conhecimento do Setor
Como o diâmetro e o passo do rolo determinam a “janela processável”
Os compradores geralmente se concentram na faixa de espessura nominal, mas o limite prático é definido pela relação entre o diâmetro do rolo, o passo do rolo (distância central) e o limite de escoamento do material. Rolos de trabalho menores e passo mais estreito aumentam a frequência de dobra, ajudando a eliminar defeitos de ondas curtas; diâmetros maiores aumentam a capacidade de carga e reduzem o risco de marcas superficiais em ligas mais macias.
O que verificar ao comparar cotações de máquinas
- Diâmetro e passo do rolo de trabalho: menor/mais apertado normalmente melhora a correção de ondas curtas, mas aumenta a pressão de contato.
- Método de ajuste do rolo intermediário/de suporte: mecânico versus assistido hidraulicamente afeta o quão bem a máquina mantém o controle da coroa sob carga.
- Rigidez da estrutura e design do tirante: a rigidez é um fator oculto de repetibilidade no processamento de aço de alta resistência.
- Estratégia de proteção de superfície: para alumínio/cobre, pergunte sobre o acabamento do rolo e as disposições de limpeza para minimizar a coleta.
Se você compartilhar seus graus típicos de liga e comprimentos de onda de defeitos, podemos pré-ajustar a configuração do rolo ao seu espectro real de defeitos em vez de confiar em rótulos genéricos de “faixa de espessura”.
Planicidade não é uma métrica: especifique o que você medirá e como
“Plano” pode significar coisas diferentes dependendo se o seu processo posterior é estampagem, corte a laser ou montagem de precisão. As especificações de aquisição devem definir o método de medição (reta, óptica, referência de nível de tensão, amostragem CMM), o comprimento da amostragem e o tipo de defeito que você está controlando (onda de borda, fivela central, conjunto de bobinas, besta).
| Elemento de especificação | Por que isso importa | Exemplo prático |
|---|---|---|
| Comprimento/grade de amostragem | Amostragem curta esconde defeitos de ondas longas; amostragem longa esconde ondulações de ondas curtas. | Meça mais de 1 m para placa; grade mais apertada para folha de precisão. |
| Nomenclatura do tipo de defeito | Diferentes defeitos requerem diferentes estratégias de rolo/passo. | Onda de borda versus fivela central precisam de controle de coroa diferente. |
| Condição de tensão | O material pode parecer mais plano sob tensão do que no estado livre. | Defina planicidade de “estado livre” após o descarregamento. |
| Temperatura/estado de lubrificação | O crescimento térmico e a lubrificação alteram o atrito e o retorno elástico. | Verifique a repetibilidade em temperatura de linha estável. |
Para compradores de alta precisão, a chave é alinhar os testes de aceitação com sua real sensibilidade downstream; o melhor resultado de nivelamento é aquele que você pode verificar de forma consistente .
Força de prensagem versus ciclos de flexão: como evitar “plano hoje, deformado amanhã”
Os niveladores hidráulicos alcançam planicidade através da deformação elástica-plástica alternada. Duas alavancas dominam: (1) a distribuição da força de prensagem através do conjunto de rolos e (2) o número de ciclos de dobra efetivos. A força excessiva para “forçar planicidade” pode armazenar tensão residual e levar a distorção posterior após corte, soldagem ou entrada de calor.
Orientação construtiva para compras
- Solicite janelas de configurações demonstradas: não uma receita, mas a faixa estável de força e penetração que mantém o nivelamento.
- Verifique a “estabilidade pós-processo”: corte os cupons e verifique novamente o nivelamento após o corte/corte a laser para expor problemas de tensão residual.
- Confirme o suporte multizona: os rolos intermediários/de suporte devem ajudar a distribuir a carga e reduzir a flexão excessiva local.
Na nossa prática de comissionamento, os programas mais repetíveis dependem de penetração moderada com ciclos de flexão suficientes , não força máxima.
O controle hidráulico de circuito fechado é o verdadeiro diferencial em repetibilidade
O acionamento hidráulico é poderoso, mas o que os compradores devem avaliar é a arquitetura de controle: o controle de pressão por si só não é o mesmo que o controle de malha fechada de força/posição nos pontos de nivelamento. A deriva, a temperatura do óleo e a resposta da válvula influenciam mais a consistência diária do que a tonelagem principal.
Perguntas que surgem controlam a qualidade em uma RFQ
- O sistema está controlando a folga/penetração (posição) do rolo, a força do cilindro ou apenas a pressão hidráulica?
- Como a temperatura do óleo é gerenciada e compensada (resfriamento, ajuste consciente da viscosidade, rotinas de aquecimento)?
- Quais sensores são utilizados (transdutores de pressão, escalas lineares, células de carga) e como são calibrados?
- Existe gerenciamento de receitas com parâmetros vinculados ao material para trocas rápidas?
Para produção em massa, a repetibilidade é a alavanca do lucro: controle estável reduz retrabalho e paradas posteriores . É exatamente aqui que focamos nossas soluções de nivelamento hidráulico de precisão.
Quando “largo” é mais difícil que “grosso”: controle de coroa e supressão de ondas de borda
Folhas largas muitas vezes não são aceitas devido à onda da borda ou à curvatura central causada por tensões não uniformes em toda a largura. Trata-se menos de força total e mais de como a máquina mantém uma flexão consistente em toda a largura sob carga. Os rolos intermediários e de suporte existem por esta razão: para estabilizar os rolos de trabalho e gerenciar o comportamento da coroa.
O que validar para programas de materiais amplos
- Relação largura/espessura: proporções altas aumentam a sensibilidade da coroa e exigem uma estratégia de rolo de suporte mais forte.
- Zoneamento de rolo de suporte: maior granularidade de ajuste melhora a correção de problemas localizados nas bordas.
- Deflexão da estrutura sob carga: solicite dados de deflexão de acordo com o rendimento desejado e a resistência do material.
Uma lição prática: especificar apenas a espessura é um lembrete insuficiente para o sucesso em folhas largas ; inclua largura, limite de escoamento e tipo de defeito nas especificações de compra.
Ajuste específico do material: alumínio, folha de cobre, aço de alta resistência e ligas de titânio
Um único máquinas de nivelamento hidráulico de precisão pode processar muitas ligas, mas os compradores em massa se beneficiam do planejamento de janelas de processo por família de materiais. As diferenças no comportamento de escoamento, retorno elástico e sensibilidade da superfície afetam diretamente a seleção dos rolos, a lubrificação e os requisitos de limpeza. Os niveladores hidráulicos podem cobrir faixas extremas— 0,1 mm a 60 mm —mas as práticas operacionais não devem ser tratadas como intercambiáveis.
Dicas práticas de afinação por família de materiais
- Alumínio: prioriza proteção superficial e atrito estável; evite coleta com limpeza disciplinada e pressão de contato controlada.
- Folha de cobre / ultrafina: foco no acabamento do rolo, manuseio de tensão e controle de vibração; pequenos distúrbios podem ser impressos.
- Aço de alta resistência: a rigidez da estrutura e a estratégia dos rolos de suporte dominam; confirme se a máquina mantém as configurações sob carga sustentada.
- Ligas de titânio: espere maior retorno elástico; confie na dobra multiciclo e no controle de temperatura consistente para repetibilidade.
Quando construímos programas para plantas de materiais mistos, recomendamos definir receitas vinculadas a materiais para manter as trocas previsíveis.
Dados de RFQ que evitam especificações abaixo e acima das especificações (e encurtam o comissionamento)
O risco de aquisição em massa geralmente vem da falta de contexto do processo: os fornecedores superdimensionam uma máquina “para serem seguros” ou a subdimensionam com base apenas na espessura. Um pacote de dados conciso permite uma seleção precisa e reduz o tempo de comissionamento.
| Categoria | O que fornecer | Por que os fornecedores precisam disso |
|---|---|---|
| Definição de materiais | Liga/classe, faixa de limite de escoamento, dureza (se disponível) | Determina o retorno elástico e a energia de flexão necessária |
| Geometria | Faixa de espessura, faixa de largura, comprimento, formato de bobina/placa | Impacta a escolha do passo do rolo e a estratégia de coroa/suporte |
| Perfil de defeito | Onda de borda/fivela central/besta/conjunto de bobina; comprimento de onda do defeito, se conhecido | Alinha a configuração do rolo ao problema real de planicidade |
| Resultado alvo | Amostragem de aceitação do método de medição métrica de planicidade | Evita disputas de comissionamento e expectativas incompatíveis |
| Taxa de transferência | Velocidade da linha, takt time, tamanho do lote, frequência de troca | Determina o nível de automação, resposta hidráulica, manuseio de receitas |
| Restrições a jusante | Etapas de corte/soldagem/prensagem, risco de tensão residual permitido | Orienta a estratégia “força versus ciclos” para peças estáveis |
Um pacote completo de dados de RFQ costuma ser a maneira mais rápida de reduzir o custo total do projeto —não escolhendo a máquina mais barata, mas evitando desajustes e retrabalhos.
Manutenção que protege a precisão: limpeza do óleo, desgaste dos rolos e disciplina de calibração
O nivelamento de precisão é sensível a pequenas alterações no atrito, na geometria dos rolos e na capacidade de resposta hidráulica. Muitos “problemas misteriosos de planicidade” remontam à contaminação do óleo, ao desgaste gradual dos rolos ou ao desvio nas referências de medição, e não ao conceito de nivelamento em si.
Práticas preventivas que preservam a precisão
- Gestão da limpeza do óleo: a filtragem e a amostragem reduzem o emperramento da válvula e a instabilidade da força.
- Inspeção de rolos: monitore a captação de superfície, micro-pitting e alterações de diâmetro que alteram a penetração efetiva.
- Calibração do sensor: o feedback de pressão/posição é tão confiável quanto sua rotina de calibração.
- Disciplina de limpeza para não ferrosos: evita que partículas incrustadas imprimam defeitos na chapa.
| Intervalo | Item de foco | Por que isso importa |
|---|---|---|
| Por turno | Limpeza dos rolos e verificação visual da superfície | Evita marcação relacionada ao captador e desvio de fricção |
| Semanalmente | Revisão de vazamento/temperatura hidráulica; pressão diferencial do filtro | Estabiliza a resposta de controle e reduz o risco de contaminação |
| Mensalmente | Amostragem de óleo; verificações de integridade do sensor | Detecta desvios precoces antes que se tornem sucata |
| Trimestralmente | Verificação da geometria dos rolos; inspeção de alinhamento | Protege a repetibilidade sob operação de alto volume |
Do ponto de vista do comprador, a manutenção faz parte da sua capacidade de planicidade ; deve ser planeado juntamente com peças sobressalentes e formação.
Integrando um nivelador de precisão em uma linha de produção inteligente
Para produção em massa, o nivelador raramente fica sozinho. O melhor ROI aparece quando o programa de nivelamento, rastreamento de material e equipamentos posteriores (desbobinador, alimentador, cisalhamento, empilhamento, inspeção) compartilham dados. É aqui que os sistemas de linha inteligentes reduzem a variabilidade e a dependência do operador.
Detalhes de integração que os compradores devem especificar
- Transferência de receita: a identificação do material aciona parâmetros de nivelamento automaticamente para reduzir o tempo de configuração.
- Estabilidade de tensão a montante: o controle do desbobinador/alimentador afeta o nivelamento aparente e a repetibilidade.
- Ciclo de inspeção downstream: vincule o feedback da medição de planicidade ao refinamento do programa (quando aplicável).
- Registro de dados: armazene parâmetros-chave (força/posição, velocidade, temperatura) para rastrear defeitos e reduzir desperdícios.
Como fabricante integrado de máquinas de nivelamento hidráulico de precisão e sistemas de linha, projetamos as interfaces para que seus ganhos de rendimento sejam reais, não teóricos .
A integridade da superfície é importante: evita marcas de rolos, aderências e microarranhões
Compradores em massa de peças automotivas, componentes de elevadores e acabamento de chapas metálicas de precisão muitas vezes rejeitam o material não pela planicidade, mas por defeitos superficiais introduzidos durante o nivelamento. As causas principais geralmente são contaminação (partículas incrustadas), disciplina de limpeza insuficiente, condição inadequada da superfície do rolo ou pressão de contato localizada excessiva.
Controles práticos que reduzem desperdícios relacionados à superfície
- Defina a rugosidade superficial permitida e as metas de acabamento para rolos de trabalho para suas ligas sensíveis.
- Implemente a limpeza em etapas: limpe/escove a limpeza periódica dos rolos a montante para evitar o acúmulo de captadores.
- Controle a pressão de contato: prefira configurações que obtenham planicidade sem “penetração excessiva” quando a superfície for crítica.
- Planeje o manuseio de não ferrosos: o alumínio e o cobre exigem um controle de contaminação mais rigoroso do que o trabalho geral em aço.
Nos testes de aceitação, inclua critérios de planicidade e superfície para que a linha seja validada para peças utilizáveis, não apenas “folhas planas” .
Fale Conosco
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 por Suzhou JingShi Intelligent Equipment Co., Ltd. Todos os Direitos Reservados. Fornecedores de Máquinas de Nivelamento de Precisão
