JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
O nivelamento de chapas metálicas é uma etapa crítica na fabricação moderna de metais. Antes que qualquer operação de corte, dobra, soldagem ou estampagem possa fornecer resultados consistentes, a matéria-prima deve ser genuinamente plana – não apenas visualmente plana, mas livre de tensões e dimensionalmente estável. A escolha do método de nivelamento errado leva à rejeição de peças, retrabalho e falhas no processo posterior. Este guia cobre todos os principais métodos de nivelamento de chapa metálica, explica a física por trás de cada um e fornece uma estrutura prática para selecionar a abordagem correta com base em seus requisitos de material, volume e precisão.
Por que a chapa metálica requer nivelamento
A chapa metálica sai da fábrica em forma de bobina. Durante o enrolamento, a superfície externa se estica enquanto a superfície interna se comprime, bloqueando tensões opostas na estrutura granular do material. Quando os centros de serviço desenrolam, endireitam e cortam a chapa no comprimento certo, essas tensões não desaparecem completamente – elas permanecem presas dentro do que parece ser uma peça plana de metal.
O problema se torna visível no momento em que um processo de corte térmico, como corte a laser ou plasma, é aplicado. O calor libera as tensões bloqueadas e as peças deformam, curvam-se ou desenvolvem ondas nas bordas e no centro. A mesma distorção ocorre após puncionamento ou supressão fina. Mesmo peças cortadas mecanicamente apresentam tensão residual que distorce a geometria durante a moldagem ou soldagem subsequente.
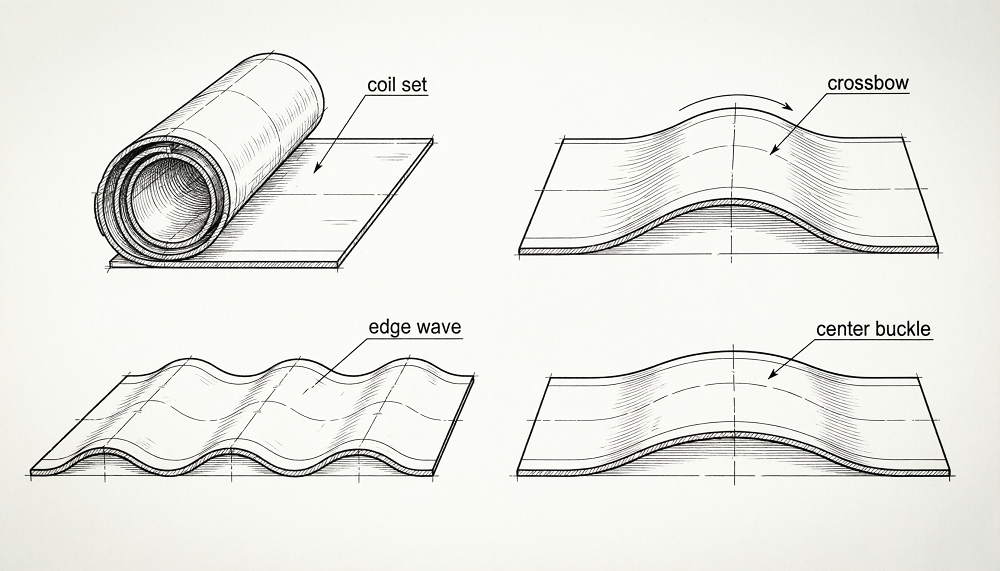
Os defeitos comuns de planicidade que o nivelamento deve resolver incluem:
- Conjunto de bobinas: um arco longitudinal seguindo a direção de enrolamento, mais severo em direção ao núcleo da bobina.
- Besta: um arco transversal perpendicular à direção de rolamento, com o centro elevado acima das bordas.
- Onda de borda: bordas onduladas causadas por tensões de compressão nas zonas de borda em relação ao centro.
- Fivela central: flambagem localizada no meio da chapa onde o centro é mais longo que as bordas.
- Torção: distorção diagonal na superfície da peça, frequentemente introduzida durante corte ou manuseio assimétrico.
Cada tipo de defeito possui um perfil de tensão diferente e, portanto, responde de maneira diferente a cada método de nivelamento. Compreensão padrões de planicidade de chapa metálica antes de selecionar um processo de nivelamento permite definir um critério de aceitação mensurável e evitar disputas no comissionamento.
Nivelamento de martelo e chama
O nivelamento com martelo é o método mais antigo de nivelamento de chapa metálica e continua em uso até hoje em situações específicas onde o nivelamento com máquina é impraticável. Um operador experiente golpeia a chapa com um martelo em um padrão deliberado, esticando as zonas comprimidas e aliviando as concentrações de tensão locais. O nivelamento da chama funciona segundo um princípio relacionado: uma tocha aquece uma área localizada, causando expansão térmica; à medida que a zona esfria e se contrai, ela puxa o material circundante em direção ao ponto aquecido, corrigindo o arqueamento local.
Ambos os métodos exigem habilidade significativa. Os resultados dependem diretamente da capacidade do operador de ler a peça, avaliar a distribuição de tensões e aplicar a energia correta na sequência correta. Não existem dois operadores que produzam resultados idênticos e nenhuma parte pode ser reproduzida com certeza. Uma única peça pode levar de 30 minutos a várias horas para ser nivelada, dependendo da gravidade da distorção e da complexidade da peça.

Quando o nivelamento do martelo e da chama faz sentido
- Estruturas ou soldagens já montadas que não podem passar por uma máquina de rolos.
- Volumes de produção muito pequenos onde o custo de configuração da máquina não é justificado.
- Peças com formato personalizado ou irregulares que as guias da máquina não conseguem acomodar.
- Correção no local de componentes acabados onde a tolerância dimensional é moderada.
Para ambientes de produção onde o rendimento, a repetibilidade ou as tolerâncias de planicidade de precisão são importantes, o nivelamento por martelo e chama é inadequado. O fator humano torna impossível garantir resultados consistentes em um lote.
Prensa e endireitamento Nivelamento de prensa
Uma prensa de endireitamento suporta a folha ou placa em dois pontos e aplica uma matriz de conformação para prensar o material entre esses pontos de suporte. O processo visa locais específicos na parte onde a distorção está concentrada. Normalmente são necessários vários ciclos de prensagem antes que a peça atinja um nivelamento aceitável, pois cada golpe de prensa corrige uma área enquanto potencialmente introduz tensão em zonas adjacentes.
Alguns fabricantes usam dobradeiras como niveladores improvisados, o que é viável para corrigir uma única deformação visível, mas não aborda a tensão interna distribuída. Uma prensa de endireitamento dedicada oferece melhor controle do que uma prensa dobradeira reaproveitada para nivelamento, mas ainda não consegue corresponder ao rendimento ou à profundidade de alívio de tensão de um sistema baseado em rolos.
Nivelar uma única peça em uma prensa de endireitamento normalmente leva até 60 minutos e requer um especialista qualificado para interpretar o comportamento da peça entre os golpes. O método torna-se mais prático para chapas com espessura superior a 50 mm, onde os rolos niveladores podem não ter capacidade mecânica, e para produção de baixo volume, onde o investimento em máquina não se justifica.
Limitações a considerar
- Não é possível resolver a tensão interna distribuída — apenas defeitos geométricos visíveis em pontos discretos.
- O risco de retorno elástico requer ciclos de prensagem repetidos e tempos de ciclo prolongados.
- Depende muito do julgamento do operador, tornando variável a repetibilidade entre os operadores.
- Não é adequado para chapas metálicas finas – alta concentração de carga local pode causar danos à superfície ou marcas permanentes.
Nivelamento de rolos: de simples alisadores a sistemas de precisão
O nivelamento por rolo é o método de nivelamento industrial de chapa metálica mais amplamente utilizado. A folha passa por uma série de rolos escalonados que a submetem a curvas alternadas de amplitude progressivamente decrescente. Esta deformação elástica-plástica repetida redistribui as tensões internas através da seção transversal e leva o material a um estado plano uniforme e com alívio de tensão.
A física básica segue uma onda senoidal decrescente: a extremidade de entrada aplica o maior deslocamento de flexão e cada par de rolos sucessivos reduz o deslocamento até que o material saia em um estado de tensão quase neutro. A eficácia do processo depende de três variáveis inter-relacionadas: diâmetro do rolo, passo do rolo (espaçamento centro a centro) e profundidade de prensagem (penetração) .
Niveladores de rolos simples (alisadores)
Os alisadores simples usam no mínimo sete rolos com diâmetros relativamente grandes e espaçamento amplo. Eles lidam com chapas mais grossas e uma faixa de espessura limitada. Como os rolos não são ativamente apoiados contra a deflexão sob carga, eles curvam-se sob pressão, produzindo curvaturas irregulares ao longo da largura da chapa. Os resultados de planicidade são adequados para aplicações estruturais gerais, mas insuficientes para fabricação de precisão. Muitas vezes são necessárias múltiplas passagens pela máquina, e o processo ainda depende da experiência do operador para ajustar os rolos corretamente.
Niveladores multirolos de precisão
Os niveladores de precisão adicionam rolos intermediários e de suporte atrás dos rolos de trabalho para evitar deflexão sob carga. Isso permite diâmetros de rolos de trabalho menores e passos mais estreitos, o que aumenta o número de ciclos de dobra por unidade de comprimento de chapa e melhora a capacidade da máquina de corrigir defeitos de ondas curtas, como ondas nas bordas e curvaturas centrais. Os sistemas de precisão podem atingir valores de planicidade de 0,1 mm/m ou melhor — um requisito para lâminas de serra, componentes de estampagem de precisão e conjuntos de chapas metálicas de tolerância fina.
Comparado aos métodos manuais, o nivelamento dos rolos reduz drasticamente o tempo do ciclo. Uma peça que requer 10 minutos de prensa dobradeira ou nivelamento manual com martelo pode ser processada em menos de um minuto em um nivelador de rolo de precisão, traduzindo-se em reduções de custos mensuráveis em operações de alto volume.
Máquina laminadora (sistemas de três rolos)
A configuração mais simples baseada em rolos usa três rolos offset. A folha dobra-se em torno dos rolos à medida que passa e o processo é repetido até que o nivelamento seja aceitável. Esta abordagem é eficaz apenas para peças com defeitos de planicidade simples e uniformes. Não aborda tensões internas e requer múltiplas repetições para qualquer material com distorção significativa. É mais adequado para oficinas que lidam com correções de curvatura leve em volume baixo.
Nivelamento de tensão
O nivelamento de tensão estica a folha longitudinalmente, puxando-a entre duas bobinas de tensão até que a tensão aplicada exceda a resistência ao escoamento do material. À medida que a chapa cede uniformemente em toda a sua seção transversal, o diferencial de tensão entre as zonas previamente comprimidas e tensionadas entra em colapso e o material sai em um estado plano e de baixa tensão residual.
Muitos sistemas industriais de nivelamento de tensão combinam dobramento de rolos com tensionamento em uma abordagem híbrida: a chapa primeiro passa por rolos de dobramento para redistribuir a tensão bruta, depois sofre tensionamento para atingir planicidade final e uniformidade de espessura. Esta combinação é particularmente eficaz para aços de alta resistência e materiais muito finos, onde os sistemas somente de rolos têm dificuldade para aplicar flexão suficiente sem danificar o contato superficial.
Melhores aplicações para nivelamento de tensão
- Folhas e folhas muito finas onde pequenos diâmetros de rolos ainda marcam a superfície.
- Classes de aço de alta resistência com relações de escoamento/tração próximas a 1,0, que são difíceis de dobrar sem esforço excessivo.
- Linhas de processamento de bobinas onde o material circula continuamente e o controle de tensão já faz parte da arquitetura da linha.
- Aplicações onde a uniformidade da espessura em toda a largura é tão crítica quanto a planicidade.
A desvantagem é a complexidade e o custo de capital. O nivelamento da tensão requer controle preciso das bobinas de tensão e calibração cuidadosa para evitar a introdução de novas tensões longitudinais devido à tração irregular. É menos prático para nivelamento peça por peça após o corte e é usado principalmente em ambientes de processamento de bobinas.
Nivelamento de laminação a quente e laminação a frio
O nivelamento por laminação a frio passa a folha através de rolos em temperatura ambiente ou próximo a ela, aplicando alta pressão que deforma plasticamente o material. Este método não apenas corrige o nivelamento, mas também melhora o acabamento superficial e aumenta as propriedades mecânicas – a dureza e a resistência à tração aumentam devido ao endurecimento por trabalho. É apropriado quando a qualidade da superfície é um requisito primário, como em peças brutas de painéis de carrocerias automotivas ou substratos de engenharia de precisão. A limitação é que a laminação a frio está restrita a bitolas mais finas; placas muito espessas requerem força excessiva e o efeito de endurecimento por trabalho pode reduzir a ductilidade a ponto de afetar a formação a jusante.
O nivelamento por laminação a quente aquece a chapa acima de sua temperatura de recristalização antes de passá-la pelos rolos de nivelamento. A temperatura elevada reduz o limite de escoamento e aumenta a ductilidade, tornando as placas espessas muito mais fáceis de deformar. O calor também acelera o alívio do estresse. Essa abordagem é padrão no processamento primário de aço e na produção de chapas grossas para construção naval. O custo energético do aquecimento é a principal desvantagem operacional, e o tratamento térmico pode alterar a microestrutura do material de maneiras que exigem verificação pós-processo para aplicações sensíveis às especificações.
Nivelamento hidráulico de precisão: o padrão industrial moderno
O nivelamento hidráulico de precisão representa o que há de mais moderno em nivelamento de chapas metálicas para ambientes de produção. Ao contrário dos niveladores mecânicos de rolos, onde a força de pressão é fixada pelo ajuste do parafuso, um máquina de nivelamento hidráulico usa cilindros hidráulicos de circuito fechado para controlar dinamicamente a força de pressão e a folga dos rolos em toda a largura da folha. Isso permite que o sistema mantenha uma energia de flexão consistente mesmo quando a espessura do material, o limite de escoamento ou a temperatura variam dentro de um lote de produção.

O princípio de funcionamento continua sendo a flexão elástica-plástica alternada, mas a precisão do acionamento hidráulico desbloqueia capacidades que os sistemas mecânicos não conseguem igualar:
- Ampla gama de materiais: os sistemas hidráulicos podem processar materiais desde folhas de cobre ultrafinas de 0,1 mm até chapas grossas de liga especial de 60 mm em uma única família de máquinas, alternando entre elas por meio de receitas armazenadas.
- Controle ativo da coroa: os rolos de suporte atrás dos rolos de trabalho são ajustados hidraulicamente zona por zona, compensando a deflexão do rolo sob carga e garantindo flexão consistente em chapas largas – fundamental para eliminar ondas nas bordas e curvaturas centrais simultaneamente.
- Operação baseada em receita repetível: parâmetros específicos do material (força, penetração, velocidade) são armazenados e recuperados automaticamente, eliminando a variação de configuração dependente do operador entre os turnos.
- Manuseio de materiais perfurados e tratados termicamente: o controle avançado de pressão do rolo zona por zona permite o alongamento seletivo em toda a largura, tornando possível nivelar materiais que derrotam sistemas mais simples – folhas perfuradas, peças brutas pós-tratadas termicamente e placas de alta resistência à tração.
A principal diferenciação entre os projetos de niveladores hidráulicos está na arquitetura de controle. O controle da pressão hidráulica por si só não é equivalente ao controle em circuito fechado da posição do rolete ou da força do cilindro. O feedback de posição e força — por meio de escalas lineares e células de carga — é o que permite a repetibilidade diária diante do desvio da temperatura do óleo, da variação da resposta da válvula e do desgaste gradual dos componentes. Máquinas que dependem apenas do controle de pressão produzirão resultados consistentes apenas dentro de uma faixa operacional estreita.
Para operações de produção em massa de componentes automotivos, chapas metálicas de precisão, peças de elevadores, lâminas de serra e gabinetes eletrônicos, o nivelamento hidráulico de precisão é o método que torna as garantias de planicidade no nível de produção alcançáveis e verificáveis. Explore toda a gama de aplicações industriais onde o nivelamento de precisão proporciona melhoria mensurável do processo.
Nivelamento de maca
O nivelamento da maca utiliza braçadeiras hidráulicas para segurar a chapa em ambas as extremidades e puxá-la em múltiplas direções simultaneamente até que as tensões internas sejam equalizadas por meio de escoamento uniforme em toda a seção transversal. Ao contrário do nivelamento de tensão nas linhas de processamento de bobinas, o nivelamento de maca opera em folhas ou placas cortadas individuais e é projetado para materiais onde os gradientes de tensão longitudinal e transversal precisam de correção em uma única operação.
O método atinge excelente planicidade e alívio de tensão residual, mas é mais lento que o rolo contínuo ou o nivelamento de tensão e é mais adequado para aplicações de alto valor e baixo volume, como chapas aeroespaciais, peças estruturais espessas ou folhas de ligas especiais, onde o custo da peça justifica o tempo de ciclo mais longo. Requer calibração cuidadosa: estiramento insuficiente deixa tensão residual; o estiramento excessivo altera permanentemente as dimensões e as propriedades mecânicas.
Como escolher o método correto de nivelamento de chapa metálica
O método de nivelamento correto é determinado por uma combinação de propriedades do material, volume de produção, requisitos de planicidade e geometria da peça. A tabela a seguir resume os principais critérios de seleção em todos os principais métodos.
| Método | Faixa de espessura | Adequação de volume | Qualidade de planicidade | Alívio do estresse | Caso de uso típico |
|---|---|---|---|---|---|
| Martelo / Chama | Qualquer | 1–5 peças | Baixo/variável | Parcial (somente local) | Soldagens, reparo no local |
| Prensa endireitadora | > 50 mm típico | Lote pequeno | Moderado | Parcial (correção de ponto) | Placa espessa, deformação visível |
| Nivelador de rolo simples | Média-espessura | Médio | Moderado | Limitado | Placa estrutural geral |
| Nivelador de rolo de precisão | Fino-médio | Alto | Alto (≤ 0.5 mm/m) | Bom | Estampagem, preparação para corte a laser |
| Nivelamento de tensão | Muito fino – alta resistência | Alto (coil line) | Muito alto | Excelente | AHSS, folha, processamento de bobina |
| Nivelamento de laminação a frio | Fino | Alto | Muito alto | Bom | Painéis de carroceria automotiva, peças de precisão |
| Nivelamento de laminação a quente | Prato grosso | Alto (mill-scale) | Moderado–high | Bom | Aço estrutural, placa de construção naval |
| Nivelamento de Precisão Hidráulica | 0,1 mm – 60 mm | Alto | Muito alto (≤ 0.1 mm/m) | Excelente | Mfg de precisão, produção de materiais mistos |
| Nivelamento de maca | Média-espessura | Baixo-médio | Muito alto | Excelente | Placa aeroespacial, ligas especiais |
Lógica de seleção prática
Comece com seu material. Se você processa uma ampla variedade de ligas e espessuras em uma única instalação, o nivelamento hidráulico de precisão é o único método que lida com todo o espectro com consistência baseada em receita. Se a sua operação estiver limitada a uma única família de materiais em alto volume, um nivelador de rolos de precisão otimizado para essa janela pode ser mais econômico. Para folhas muito finas ou aço avançado de alta resistência em uma linha de bobina contínua, o nivelamento de tensão proporciona resultados mais uniformes. Para correções ocasionais de chapas espessas ou retrabalhos de soldagem, uma prensa ou prensa de endireitamento continua sendo a escolha prática.
Em seguida, considere seus processos posteriores. Se a chapa nivelada for cortada a laser, o nível de tensão residual após o nivelamento é tão importante quanto a planicidade geométrica – o corte térmico irá liberar qualquer tensão restante. Se for estampado ou moldado com precisão, a uniformidade de planicidade em toda a largura é o requisito dominante. Definir a sensibilidade downstream antes de selecionar um método garante que a etapa de nivelamento realmente resolva o problema, em vez de apenas movê-lo.
Para uma comparação mais profunda de técnicas e configurações de equipamentos, o guia sobre técnicas de nivelamento de metal abrange detalhes adicionais em nível de ferramenta para cada abordagem.
Integrando o nivelamento em uma linha de produção completa
Na fabricação moderna de chapas metálicas, o nivelamento raramente funciona como uma etapa isolada. O maior retorno do investimento em nivelamento ocorre quando a máquina de nivelamento é integrada a uma linha de produção conectada – ligada ao desbobinador a montante, ao sistema de corte ou estampagem a jusante e a um sistema central de dados que registra parâmetros de material, configurações de força e resultados de planicidade para rastreabilidade.
O manuseio de materiais baseado em receitas é o mecanismo prático: quando a ID do material muda, o programa de nivelamento muda automaticamente, eliminando o tempo de configuração manual e o risco de executar parâmetros errados em uma nova liga ou espessura. O feedback da inspeção posterior — onde um resultado de medição de planicidade é usado para refinar o próximo ciclo de nivelamento — fecha o ciclo e permite melhoria contínua sem intervenção do operador.
Independentemente do método de nivelamento selecionado, a integridade da superfície deve ser monitorada juntamente com a planicidade. Marcação de rolos, remoção de rolos contaminados e micro-riscos em ligas sensíveis como alumínio ou cobre são causas de rejeição que aparecem após o nivelamento, e não durante o mesmo. A disciplina de manutenção — limpeza dos rolos, limpeza do óleo, calibração do sensor e verificação periódica da geometria — é a prática operacional que mantém os resultados de nivelamento consistentes ao longo do tempo.
Para fabricantes que avaliam soluções de nivelamento hidráulico de precisão para integração em suas linhas de produção, o visão geral do aplicativo fornece orientação de configuração por setor e tipo de material.